EN
EN
 ES
ES PT
PT SV
SV DE
DE TR
TR FR
FR


Liquid Distributor
- Introduction
Introduction
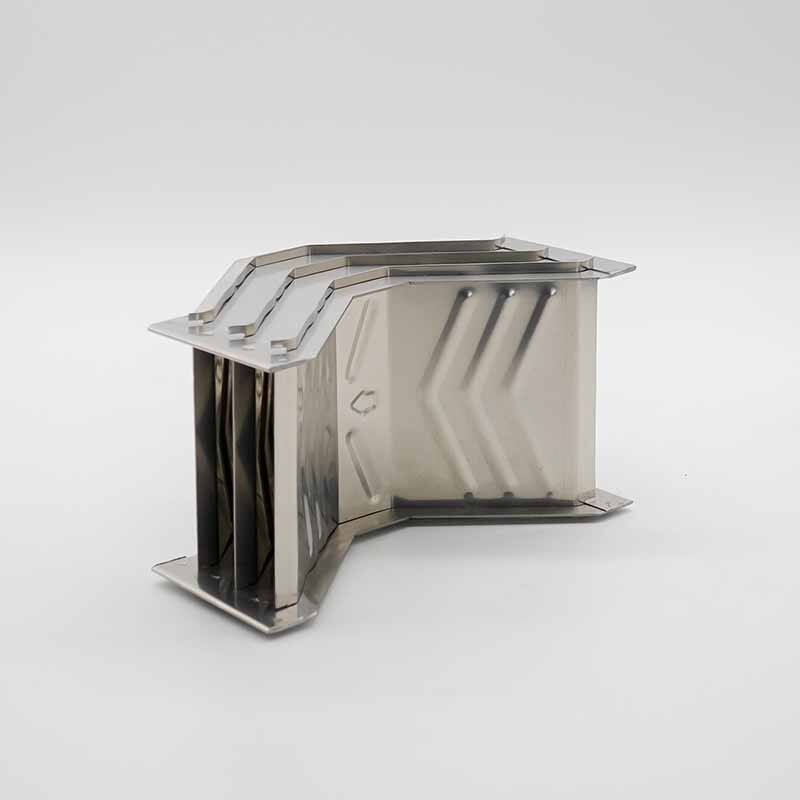
Trough air-liquid distributor, the traditional level trough distributor and the structure of liquid collection and liquid distribution structure, namely using trough disk distributor chassis and liquid distribution structure, overcome the trough distributor cannot complete the collection and distribution function and trough disk distributor installation requirements, space waste and fluid cold test before leaving the factory. In addition, the single-stage trough liquid distributor with anti-impact and flow layer stability technology in the large diameter packing tower is used to replace the old second-stage trough distributor, which not only has the stable performance but also further reduces the space demand. For the reserved gap between the distributor and the tower wall, the ring eaves shielding structure is adopted. The installation of the structure requires the base material, which avoids the disadvantages such as strict sealing of the ring sealing surface of the disk air and liquid distributor. This type of distributor is used in multiple projects with good results.
About the performance characteristics of trough air-liquid distributor
1. Performance characteristics of the trough disc air-liquid distributor
The so-called trough disc air-liquid distributor is actually the modification or progress of the overflow disk or sieve disc liquid distributor. The structural characteristics of the disc liquid distributor is that the four parts of rectangular ascending pipe, special guide tube, dovetail cap and planplate are often triangular or narrow seam overflow port at the upper end of the ascending pipe. The small holes of the sieve disc liquid distributor are open at the bottom of the plate. It is called a disk air-liquid distributor because it looks like a overflow disk or sieve disk liquid distributor from the main view; it looks like a narrow liquid distributor with several connected grooves. Second, it plays three roles in liquid collection, gas distribution and liquid distribution. Therefore, it is named "trough air-liquid distributor" The performance characteristics of trough air-liquid distributor are:
(1) Multifunction. It is an interior part that has four roles: liquid collection, liquid distribution, gas distribution, and lateral line extraction.
(2) More occupancy. It is a four-in-one air-liquid distributor, and its total occupying height is about 0.5~1 meter lower than the porous tube, multipole trough and nozzle distributor. This creates favorable conditions for the multi-side line plate tower to be transformed into a new packing tower without increasing the condition of the tower height.
(3) Anti-blockage. The heavy bottom in the liquid layer, light objects floating on, the middle of the hole liquid flow rate is higher, the dirt is difficult to block the hole.
(4) Anti-entrainment. Research and practice have proved that the swallow-tail cap and the special liquid guide tube make the air-liquid two-phase separation flow, completely break through the "fog entrainment" and "rising film entrainment" difficulties. With the change of the opening type and the fluid level, the kinetic energy factor of the rising trachea gas is increased from 7 to 15. And the liquid from Φ 3~ Φ 8 holes without the guide tube will be entrained when the gas kinetic energy factor F (3.87~4.38) in the ascending trachea.
(5) High elasticity. The operating elasticity of the liquid distributor increases from 1.5:1 to more than 10:1, which is a high elastic liquid distributor.
(6) Lifting fluid level. Change the structural type of the special guide tube, use the dry plate pressure of the tank disk steam liquid distributor into the driving force, can make the liquid level above the spray hole from h1 to h 1 to h2=h1 + △ h, which is the lifting level function of the tank disk steam liquid distributor. As is known to all, when the liquid spray density of the packing tower is in the decline range (0.2~2 [m2 / m3 h]), the design spray aperture is very small, the liquid level on the hole is too low, and the dirt is easy to block the spray hole, which brings considerable difficulties to the engineering design. The development of the liquid level function has brought a new breakthrough in the design of liquid distributor, which effectively improves the level deviation caused by the liquid level drop, thus improving the uniformity of spray.
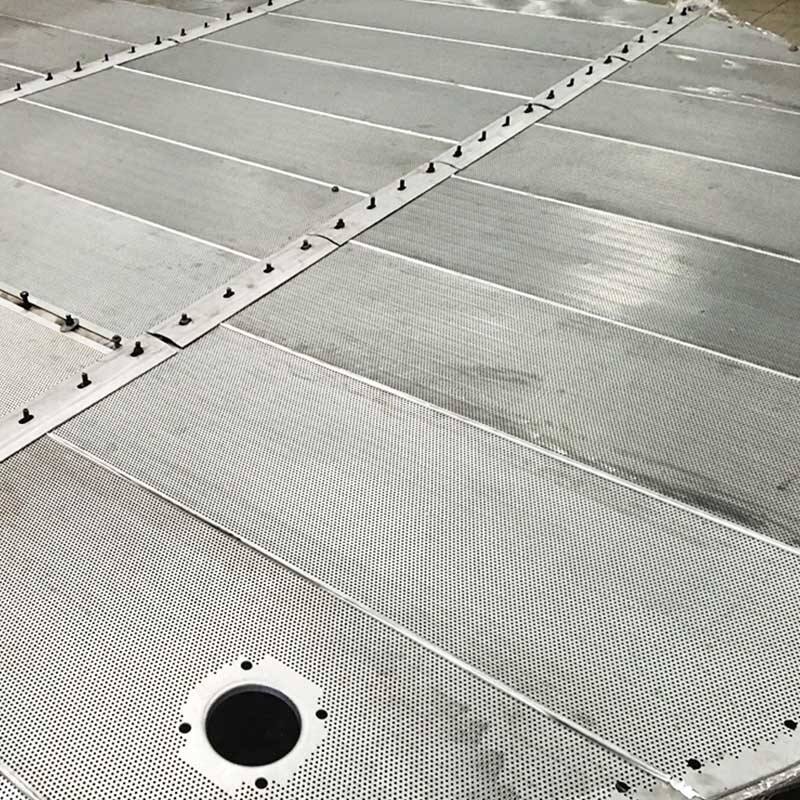
(7) The cloth liquid is all. Uniform pouring type liquid collection, the liquid layer depth is large, the liquid level drop is very small, the spray point is geometrically distributed, so as to ensure that the liquid is 50 mm high, the maximum deviation of the spray amount of small holes is less than 4%.
(8) Spread the gas evenly. In a variety of gas distribution plates, the gas distribution plate with rectangular gas tube has excellent gas distribution performance, which is better than the gas distribution plate with round gas tube and the inclined plate liquid collector with liquid collecting ring. Although inclined plate liquid collector is widely used, liquid collection effect is good, small gas resistance, but due to the existence of the liquid ring of the bottleneck effect and the inclined gas guiding effect, easy to cause gas bias flow, which for high diameter ratio (packing layer height than tower diameter) less than 1 large tower is fatal weakness.
(9) Suitable for flash steam. Among the various flash feed gas and liquid distributors, the trough steam liquid distributor has the best performance. supplemented by tubular predistributor or double (single) tangential circulation feed distributor, it satisfactorily solves the phenomenon of uneven liquid distribution caused by foam ainment and splashing.
(10) It should be produced out. The disk liquid distributor is the best structural type produced by the side line of multi-line packing tower. As is well known, the liquid in the collecting plate should be drained for 3~5 minutes when the side line is extracted, so the liquid level is high. When the spray density is low, the design of the sieve hole disc liquid distributor level is low, it does not solve the contradiction between the two. The low liquid level above the spray hole of the tank disc steam liquid distributor ensures that the liquid under the low spray density is distributed, and the high liquid level below the spray hole ensures that the side line is extracted for 3~5 minutes, and the contradiction between the two is solved.
(11) Fill liquid. Industry is often encountered in the upper part is the floating valve tower plate, the lower part is the filling tower. Liquid collection between the two-again if the multi-stage groove type, porous tube type or spray nozzle type distributor is: when the float valve is blown off after the local leakage will cause uneven liquid distribution phenomenon. And the leakage function of tank disk steam liquid distributor eliminates the problem of uneven liquid distribution caused by tray leakage.
(12) Pressure reduction is relatively low. The opening rate of the disc liquid distributor is more than 30%, so the pressure drop of the disc liquid distributor is less than that of the dry plate, generally below 0.5 mm Hg. (13) Mixed flat. The mixing performance of liquid depth and temperature is slightly inferior to or equivalent to that of the multipolar groove disc vapor liquid distributor, while the uniformity of liquid distribution is not inferior. It is located at the lower end of the heat extraction section or the pump return section. (14) Wide application range. Although it was born under certain conditions, its scope of application is by no means limited to specific conditions. It is suitable for large and medium-sized towers in atmospheric pressure, decompression and pressurized distillation or absorption process. Especially in high gas-phase load, low liquid-phase load; high gas-liquid load and easy to entrain, easy blockage. It greatly broadens the application range of the disk liquid distributor.